


Researchers at the University of Texas at El Paso, working with Sandia National Laboratories and FAR Associates, have developed a method to approximate the absorptivity of Inconel 625 during powder bed fusion by analyzing in situ radiation thermometry data collected during electron beam powder bed fusion (PBF-EB/M). Reported in Additive Manufacturing Letters, the study shows that absorptivity decreases sharply as the material transitions from heated powder to a fully molten state, falling by approximately 60% at elevated temperatures.
Absorptivity strongly affects powder bed fusion by controlling how efficiently energy from the heat source is absorbed by the material. Yet process models usually treat it as a constant, mainly because direct in situ measurements are hard to make due to plasma, spatter, and other emissions. The authors suggest that multi-wavelength pyrometry, paired with an energy balance and spectral extrapolation, offers a practical way to estimate absorptivity under real processing conditions.
Approximating absorptivity from in situ spectral measurements
The experiments used a commercial GE Additive Arcam A2X electron beam powder bed fusion system to process Inconel 625 powder. A cylindrical part was monitored for 18 consecutive layers with a multi-wavelength pyrometer, which recorded temperature and spectral emission data during preheating, melt scanning, and cooldown.
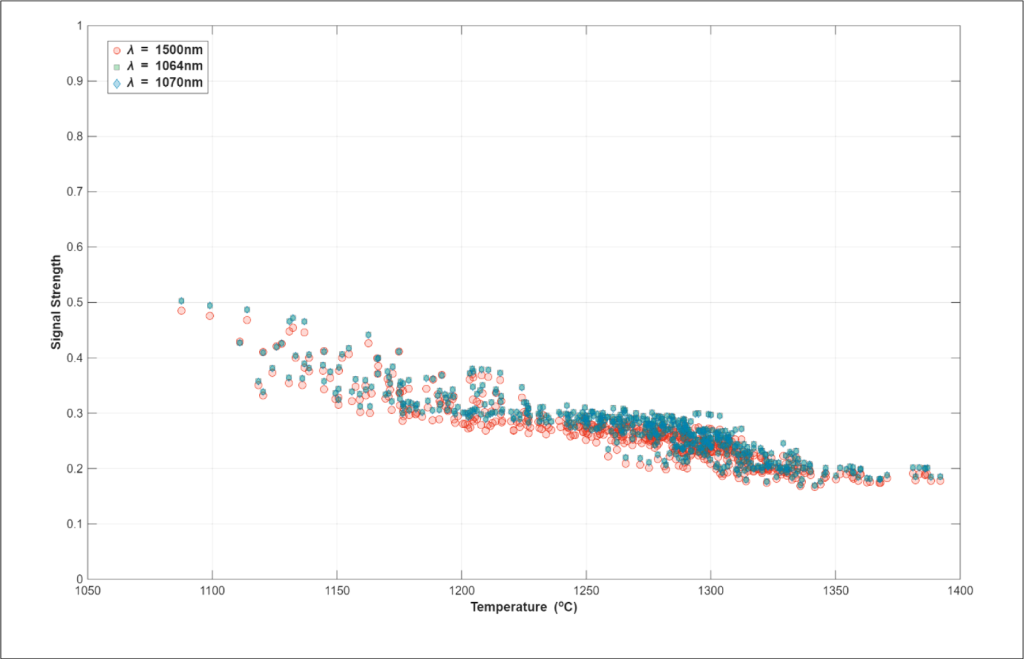
Unlike standard two-color pyrometry, the multi-wavelength method resolves temperature without relying on emissivity, while also measuring spectral signal strength across a calibrated 1080–1637 nm range. Using these measurements, the researchers fit polynomial models to the spectra and extended the emissivity estimates to shorter wavelengths (1064–1070 nm) matching the near-infrared laser wavelengths used in laser powder bed fusion (PBF-LB/M).
Using Kirchhoff’s law of thermal radiation and assuming local thermal equilibrium, the extrapolated emissivity values were taken to be equal to absorptivity at the same wavelength and temperature.
Absorptivity drops as Inconel 625 melts
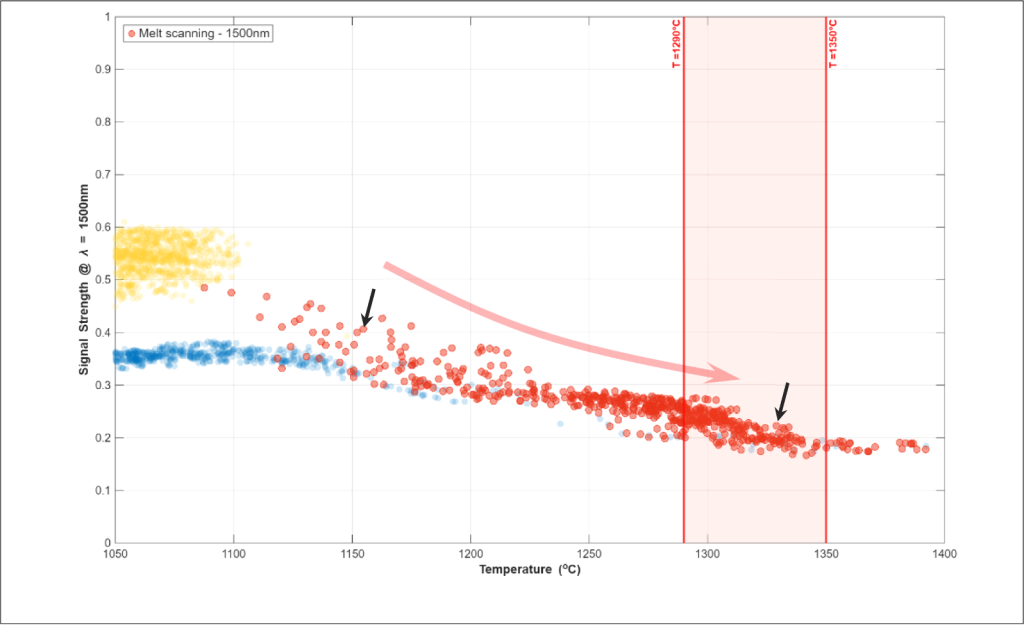
Analysis of the aggregated data shows a clear and repeatable trend. During melt scanning, as temperatures rose from preheated conditions into the early melting range and then into the fully molten state, the measured signal strength declined steadily.
Following the onset of melt scanning, absorptivity values were in the ~0.5–0.6 range. As the material transitioned into the molten state, absorptivity fell below 0.2 at both 1064 nm and 1070 nm. This pattern was consistent across all monitored layers.
The authors discuss how absorptivity can change as powder transitions into a liquid state, and compare their findings with prior studies that report higher absorptivity values under different conditions, including keyhole-mode laser processing where absorption can increase. They also note that measurements in PBF-LB/M are needed to account for process-specific effects.
Implications for modeling and process control
Most existing absorptivity data for metal powder bed fusion comes from ex situ calorimetry or reflectivity measurements taken at fairly low temperatures. This study instead measures material behavior at temperatures up to about 1400 °C, which is closer to real fusion conditions.
Although the measurements were obtained using electron beam powder bed fusion, the authors note that thermal radiative behavior is independent of the irradiation source itself. They suggest the approach can guide modeling and experiments relevant to laser powder bed fusion, while stressing that direct PBF-LB/M measurements are still needed to be fully representative.
The researchers argue that adding temperature- and phase-dependent absorptivity to process simulations could improve predictions of melt pool behavior, spatter, and defect formation. They also point to absorptivity-based control methods, such as adjusting power during the start and end of scan vectors.
Limits and future work
The study does not fully reproduce laser powder bed fusion conditions, which include process effects such as plasma plumes, inert gas flow, and keyhole formation that can alter absorption conditions. The authors state that implementing similar measurements within a laser powder bed fusion system is a direction for future work.
Addressing these differences is particularly relevant as simulation tools grow more sophisticated. Recent advances in platforms such as FLOW-3D AM reflect an industry-wide effort to model melt pool geometry, thermal gradients, and defect formation using coupled fluid flow and heat transfer physics. However, the predictive accuracy of these simulations depends on reliable material input parameters, including absorptivity and its variation with temperature and phase. High-temperature, phase-dependent absorptivity data becomes increasingly important.
At the same time, data-driven methods are also being developed to connect process signatures with microstructure and performance. A recent AI model from Arizona State University showed that thermal history inputs can be used to predict microstructural outcomes in metal additive manufacturing.
Whether physics-based or data-driven, these approaches depend on accurate representations of energy coupling at the melt pool. In situ measurements that track how absorptivity changes during melting may reduce uncertainty in both simulation and predictive modeling workflows.
The 3D Printing Industry Awards are back. Make your nominations now.
Do you operate a 3D printing start-up? Reach readers, potential investors, and customers with the 3D Printing Industry Start-up of Year competition.
To stay up to date with the latest 3D printing news, don’t forget to subscribe to the 3D Printing Industry newsletter or follow us on LinkedIn.
While you’re here, why not subscribe to our Youtube channel? Featuring discussion, debriefs, video shorts, and webinar replays.
Featured image shows Signal strength versus temperature showing melt scan excursions. Image via University of Texas at El Paso.